Polypropylenové trubky se stále častěji stávají úspěšnou náhradou ocelových a litinových protějšků z těch, které se dříve používaly v instalatérství. Mnoho soukromých domů ve výstavbě je nyní vybaveno topnými systémy, studenou vodou a teplou vodou, namontovanými na bázi polypropylenu.
Kromě toho je instalace vytápění z polypropylenových trubek snadno proveditelná svépomocí. V každém případě je mnohem jednodušší postavit plastový systém než kovový.
Topení na bázi polypropylenu
Pokud se rozhodnete vyrobit topný systém nebo jiné polypropylenové trubky, bude master kromě plastových objímek potřebovat další vybavení.
Zejména bude vyžadován následující materiál, vybavení, nástroje:
- nůžky na trubky nebo řezačky trubek;
- pájecí instalatérský stroj;
- řezačka fólie;
- těsnicí páska (fluoroplast);
- ostrý nůž;
- odmašťovací prostředky (například ubrousky Tangit);
- požadovaný sortiment kování;
- Svinovací metr a značkovač;
- spojovacích prvků, šroubů a hmoždinek.
Měli byste věnovat pozornost hlavnímu materiálu – PP trubkám, ze kterých má vytvořit topný systém. Protože topný systém z polypropylenových trubek lze sestavit na základě materiálu jiné třídy.

Topný systém obytné budovy, namontovaný na bázi polypropylenových trubek, je již známým způsobem každodenního života. Praktičnost a jednoduchá výroba učinily polypropylen extrémně oblíbeným.
Konkrétní volba montáže závisí na plánovaných provozních podmínkách.
Klasifikace a konstrukční parametry
Stávající normy GOST (ISO10508) stanovují klasifikaci polypropylenových hadic, na základě které lze tento materiál používat za určitých provozních podmínek.
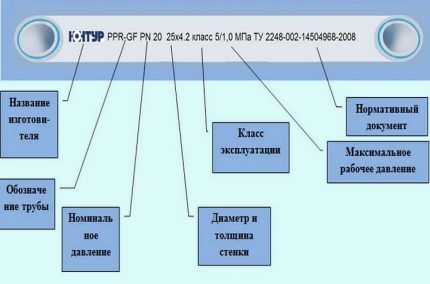
Označení PP trubek jasně udává provozní parametry. S přihlédnutím k tomuto označení je snadné a jednoduché vybrat materiál pro konkrétní konfiguraci topného systému.
Dlouhé polypropylenové výrobky jsou rozděleny do 4 tříd (1,2, 4,5) podle typických oblastí použití a hodnot provozního tlaku (4,6,8,10 ATI):
- třída 1 (teplovodní systémy do 60°);
- třída 2 (teplovodní systémy do 70°C);
- třída 4 (systémy podlahového vytápění a radiátorů do 70°С);
- třída 5 (radiátorové systémy do 90°С).
Například polypropylenové trubky jsou nutné pro výrobu nízkoteplotního topného systému. Poté lze podle označení na vnějším povrchu trubek určit vhodný materiál.
Pro tento případ jsou docela vhodné návleky s označením – Třída 4/10, což odpovídá parametru hraniční teploty 70ºС a povolenému limitu pracovního tlaku – 10 ATI.
Průmysl zpravidla vyrábí produkty pro všeobecné účely. Rozsáhlá klasifikace je podporována vyrobenými produkty. V dokumentaci pro takový materiál je označení PP trubek uvedeno standardním výčtem přípustných parametrů (Třída 1/10, 2/10, 4/10, 5/8 bar).
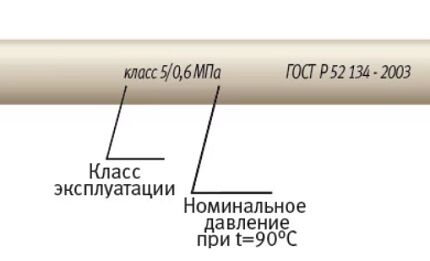
Každý značkový výrobek má na vnějším povrchu označení aplikační třídy, které vlastně určuje provozní parametry budoucího návrhu vytápění domu.
Když tedy počítáte s vytápěním v polypropylenovém domě vlastníma rukama, hlavní materiál obvykle volí velitel přímo úměrně:
- z plánovaných provozních parametrů;
- ze způsobů ohřevu chladicí kapaliny;
- z aplikovaného regulačního systému.
Je také žádoucí vypočítat životnost budoucího topného systému pomocí následujících parametrů:
- horní hodnoty Trab a Pwork;
- tloušťka stěny potrubí;
- vnější průměr;
- bezpečnostní faktor;
- trvání topné sezóny.
Průměrná životnost polypropylenu by měla být minimálně 40 let.
Etapy montáže systému z PP trubek
Zvažme, jak vyrobit potrubí z polypropylenu, s ohledem na normy a pravidla instalace. Začátku výroby sítě by měla předcházet pečlivá kontrola všech detailů stavebnice budoucího systému. Komponenty (trubky, tvarovky) musí být v dobrém stavu – čisté, bez poškození.
Doporučuje se používat díly pouze od jednoho výrobce. Okolní teplota na pracovišti nesmí být nižší než + 5°C.

Sada dílů pro sestavení topného systému z polypropylenových výrobků kombinuje různé technické komponenty, jejichž použití při stavbě inženýrského projektu je povinné
Je povoleno spojit polypropylenové části systému jedním ze tří typů svařování:
- Polyfusální.
- Elektrofúze.
- Zadek.
Pro montáž topenářského a vodovodního systému se vyrábí nejen polypropylenové trubky a tvarovky pro svařování. Vyrábí také speciální závitové šroubení nutné pro montáž uzavíracích a regulačních ventilů s kovovými pouzdry.
Na samotných polypropylenových trubkách se závitování neprovádí ani v továrně, ani doma. Spojují se pouze horkým, méně často studeným svařováním.
Vlastnosti instalačních prací
Všechny součásti použité při instalaci, v případě jejich přizpůsobení na míru, jsou řezány řezačkou trubek nebo nůžkami speciálně určenými pro tento účel.
Práci s tímto nástrojem doprovází rovnoměrný čistý řez, což je důležitý bod pro zhotovení kvalitního spoje.

Polypropylen je tímto nástrojem řezán na míru – je přizpůsoben pro konkrétní sekci budoucího topného systému. Řezačky trubek jsou nástroje různého technického provedení. U malých trubek se obvykle používá ruční technika
V případě požadavku přechodu plast na kov je nutné na potrubí TUV a topení použít pouze přechody armatur opatřené lisovanou mosaznou (poniklovanou) závitovou průchodkou (vnitřní nebo vnější). Utažení takových spojů se provádí pomocí páskových klíčů, pokud neexistuje profil pro standardní klíč.
Tradičně se topné potrubí vyrobené z polypropylenu, včetně vlastních rukou, sestavuje slitinovou metodou pomocí polyfúzního svařovacího stroje. Pracovní sada zařízení tohoto druhu obsahuje skupinu trysek vyrobených pro různé průměry plastové trubky.
Je nutné vybrat vhodné trysky, nainstalovat je na topnou desku a upevnit šrouby.

Technika a zařízení polyfúzního svařování nezbytné pro stavbu projektu vytápění na bázi polypropylenu. Tento nástroj umožňuje rychle a jednoduše svařovat jednotlivé části obvodu, vytvářet složité technologické celky
Regulátor proudu polyfúzního svařovacího stroje nastavuje provozní teplotu zpravidla 250-270 °C. Je nutné počkat, až se zařízení plně zahřeje. Dosažení provozního režimu je označeno kontrolní LED.
Některé přístroje jsou vybaveny kontaktním teploměrem, který určí teplotu ohřevu s přesností na jeden stupeň.
Postup svařování polypropylenu
Krok za krokem se všechny akce obvykle rozvíjejí následovně:
- Změřte a odřízněte požadovaný kus rukávu.
- Pomocí ostrého nože zkoste pracovní konec pod úhlem 30-40 °.
- Změřte oblast, kde manžeta vstupuje do tvarovky, a označte hranici fixem.
- Na dílech také ponechte axiální značky, aby se zabránilo rotaci.
- Pomocí řezačky odstraňte plastovou (horní) a hliníkovou (střední) vrstvu na trubkové části spoje.
- Pracovní (svařované) plochy odmastěte speciálním prostředkem.
- Spusťte proces ohřevu.
Tvarovka se na desku nasazuje tryskou jako první s přihlédnutím k silnější velikosti stěn této části oproti trubce. Tvarovka by měla těsně přiléhat k tělesu trysky svářečky. Pokud je volná vůle (vůle, kývání) – kování musí být odmítnuto.

Postup svařování dvou samostatných součástí – polypropylenové trubky a tvarovky – zajišťuje jasné pořadí dodávek dílů pro tavení. Tvarovka se vždy posílá do ohně jako první.
Dále se zpracovaný konec polypropylenové trubky vloží do druhé trysky. Těsnost uložení zde také musí splňovat kritérium rovnoměrného kontaktu po celém obvodu. Obě části jsou ponechány na topné desce po dobu uvedenou v tabulce:
| Průměr dílu, mm | Doba ohřevu, sek |
| 16 | 5 |
| 20 | 5 |
| 25 | 7 |
| 32 | 8 |
| 40 | 12 |
| 50 | 18 |
| Průměr dílu, mm | Doba fixace, sek |
| 16 | 6 |
| 20 | 6 |
| 25 | 10 |
| 32 | 10 |
| 40 | 20 |
| 50 | 20 |
Po kontrolních sekundách jsou díly vyjmuty z trysek a spojeny plynulým rovnoměrným vstupem trubky do tvarovky (s výjimkou axiálního posuvu).
Trubka vstupuje do dutiny tvarovky až ke značce. Spojení se však neuskuteční úplně. Ponechte vnitřní mezeru asi 1 mm.

Spojení dvou dílů zahřátých na teplotu tání pomocí polyfúzního aparátu. Zde je důležité provádět přesné artikulační akce bez bočních a axiálních posunů v krátkém časovém úseku.
Po spojení PP trubek pájením musí místo spojování dílů zůstat nehybné (nehybné) po dobu minimálně 20 sekund. Během této doby roztavený plast ztvrdne a vytvoří pevné hermetické spojení.
Pro dosažení plné pevnosti musí být svařovaná sestava ponechána bez zatížení po dobu alespoň 1 hodiny. Tato technika se používá k sestavení celého topného systému, vytvoření krátkých úseků a jejich následným spojením do uzlů a hlavních vedení.
Účtování lineární expanze (komprese)
Kolísání vnějších a vnitřních teplot nevyhnutelně vede k lineární expanzi nebo kontrakci polypropylenu. Tyto vlastnosti je třeba vzít v úvahu při instalaci PP potrubí. Pokud nejsou charakteristické lineární změny v potrubí otopné soustavy dostatečně kompenzovány, má tento stav za následek snížení životnosti celé sestavy.
Kompenzace lineární roztažnosti u polypropylenových výrobků je dosažena díky pružnosti samotného materiálu. Je nutné pouze správně položit kmenové vedení. Správná pokládka má zajistit volnost pohybu potrubí v mezích liniové dilatace.
Jak takovou instalaci zajistit? Velmi jednoduché. Instalační sada musí obsahovat speciální kompenzátory, standardní montážní svorky, skládající se z pevných a pohyblivých prvků.
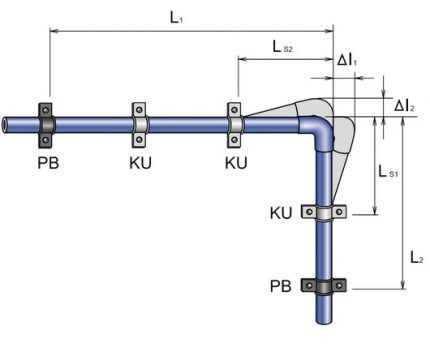
Diagram ukazuje příklad kompenzace lineární expanze pro polypropylenové potrubí. Metodou je optimální umístění podpěrných konzol. Správné pořadí pevných (NC) a pohyblivých (PC) držáků pomáhá kompenzovat posun
Lineární roztažnost může být také kompenzována předpětím potrubí. Tento přístup zkracuje délku prodloužení. V tomto případě je směr předpětí přímo opačný k lineární expanzi.
Zvláštnosti instalace kufru
Pokládka polypropylenových vedení při instalaci gravitačního vytápění se provádí v souladu s normami (GOST 21.602-79; GOST 21.602-2003), které určují minimální sklon vedení směrem k nejnižšímu bodu na úrovni 0,5 %. Současně je ve spodním bodě vyžadována vypouštěcí sestava s vypouštěcím ventilem.
Potrubí musí být rozděleno na úseky s možností odříznutí těchto úseků pomocí uzavíracích armatur např. v případě havárie. Regulační ventily a uzavírací kohouty před jejich instalací na staveništi musí být zkontrolovány na funkčnost a kvalitu zavírání / otevírání.
Při instalaci topného systému s gravitačním pohybem chladicí kapaliny je důležitým technologickým kritériem sklon. Správně provedený svah je klíčem k efektivní a produktivní práci konstrukce
Při montáži stoupaček je třeba věnovat zvláštní pozornost pevným podpěrám a konstrukci správného schématu kompenzace lineární dilatace.
Požadovaného parametru kompenzace stoupačky lze dosáhnout dvěma způsoby:
- Pohyblivé podpěry.
- Kompenzační smyčka.
Pro variantu topného zařízení v rámci běžné nemovitosti pro domácnost se zpravidla používá pouze první způsob. Pevné podpěry se umisťují na stoupačku v oblasti pod a nad odpalištěm nebo v místech napojení spojovacího potrubí. Takové upevnění vylučuje pokles stoupačky.
Vedení topného systému musí být izolováno včetně armatur a ventilů. Výjimkou jsou potrubní úseky položené přímo v obývacím pokoji, ve skutečnosti jsou pokračováním radiátorů vytápění. Jako izolaci je vhodné použít izolační trubky z polyuretanové pěny.
Závěry a užitečné video k tématu
Na příkladu potrubí radiátoru je znázorněn proces zpracování a pájení polypropylenových výrobků pomocí speciálních nástrojů.
Vzhled trubek vyrobených na bázi polypropylenu a jejich použití v praxi může výrazně snížit složitost instalace na zařízení topných systémů, včetně vlastních rukou. Tento moderní materiál otevírá více příležitostí pro majitele soukromých domů, kde jsou topné systémy poháněny vnitřními zdroji – plynovými, elektrickými kotli na spalování dřeva.
Řekněte nám o svých vlastních zkušenostech získaných při montáži potrubí z polypropylenových trubek. Sdílejte s návštěvníky webu užitečné technologické nuance, které nejsou zahrnuty v článku. Pište prosím komentáře do níže uvedeného bloku, ptejte se, publikujte fotografie k tématu článku.
Instalace topných trubek je považována za odpovědný a konzistentní proces, který vyžaduje odpovídající znalosti. Instalace topných trubek vlastníma rukama není snadný, ale docela proveditelný proces.

Práce spočívá ve svaření jednotlivých úseků potrubí do jednoho topného systému, připojení baterií a topného kotle. Chcete-li svařovat kovové trubky, budete muset kontaktovat služby svářeče.

Uvedený postup obnáší určité náklady, navíc v bytě bude kouř a špína. Chcete-li nainstalovat topné kanály sami, musíte se uchýlit k práci s polypropylenovými trubkami.

Zkontrolujte obsah
Odrůdy potrubí pro vytápění
Potrubní systémy pro vytápění se liší materiálem výroby, výrobcem a některými technickými ukazateli.

- Z polypropylenu – ve většině tepelných systémů jsou instalovány typy polypropylenu s výztuží. Je to proto, že tento polymer má při zahřívání poměrně velkou lineární expanzi. Prvky použité pro vyztužení jsou hliníková fólie a sklolaminát. Hlavním požadavkem na vyztužení je zabránit možnosti deformací potrubí při zahřívání. Na dlouhých úsecích není potřeba velké množství kompenzátorů.
- Plast – při výrobě plastových dálnic lze použít různé typy polymerů: polybuten, polyethylen, PVC, polypropylen a další nejnovější změkčovadla na bázi polyofinů. Použití potrubí z polymerních materiálů se doporučuje pouze pro nízkotlaké systémy se sníženými teplotami.








Dvě další odrůdy
Ocelové konstrukce. Ustoupily jiným, novějším typům potrubí, které vytvářejí menší náklady při vytváření teplovodů.

Je třeba poznamenat, že většina vícepodlažních budov, průmyslových a veřejných budov obsahuje topné trubky na bázi kovu.

V jednotlivých domech se tak často nepoužívají, ale pro vedení hlavních potrubí jsou skvělé.

- Polymer se vyrábí při výrobě zesíťováním jednotek molekul ethylenu.
- Tento typ potrubí se začal označovat jako PEx, první dvě písmena znamenají polyethylen a „x“ označuje zesítění.

Spoje ze zesítěného polyetylénu se dobře ohýbají a jsou odolné vůči mechanickému namáhání, proto se často používají pro pokládku uzavřených systémů podlahového vytápění.

Umístění potrubí pro vytápění
Od správného plánování umístění potrubí závisí na životaschopnosti topného systému.










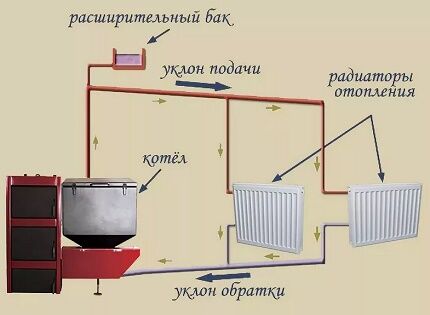
Jsou známa různá schémata vytápění, ale zastaví se u dvou hlavních.

- Ohřátá voda v kotli bude stoupat potrubím až úplně nahoru a potrubím vody bude klesat přes radiátory do původního potrubí níže.
- Z vratného potrubí kapalina opět proudí do kotle k ohřevu. Pro výkon tohoto systému je potrubí instalováno podle úrovně.
- Je nutné, aby od výstupu z kotle ve směru jeho vstupu, po celé délce vodního dopravníku, byl malý sklon pro volný průtok vody.
- Systém je výhodný v tom, že není potřeba instalovat čerpadlo pro pohyb vody.
- Dochází k úspoře elektrické energie a po vypnutí proudu topný systém pokračuje v provozu.
- Horní potrubí se používá s větším průřezem než v systému spodního zařízení.
- Toto potrubí je obtížnější skrýt ve stěně. Úspora elektřiny a nákup čerpadla bude mít za následek velké výdaje za zvýšenou spotřebu energie pro kotel;

- Pohyb vody v potrubí vytváří čerpadlo.
- Takový systém má větší účinnost než předchozí typ.
- Mezi výhody instalace potrubí patří položení tenké plastové hadice pod podlahu budovy a připojení podlahového vytápění.
- Zpod podlahy vyjdou dvě malé části trubek pro připojení k baterii. Nevýhodou tohoto systému je, že závisí na čerpadle.
- Pokud je vypnuto napájení nebo dojde k poruše čerpadla, nelze topný systém používat.

Instalace potrubí pro vytápění
Proces začíná přípravou plánu pro topný systém. Pro sebevědomou instalaci potrubí z polypropylenového typu musíte nejprve cvičit na nepotřebných kusech materiálů.

Po vypracování plánu budete muset připravit požadovaný počet polypropylenových trubek, tvarovek, kohoutků a páječky.

- Ve stěnách a stropech budovy, v místech, kde prochází potrubí, je nutné vyhloubit otvory perforátorem;
- Nůžky na stříhání trubek jsou nařezány na požadované rozměry, na koncích je odstraněno malé zkosení, pro lepší vstup trubky do tvarovky. Na odbočce s výztuží je okraj očištěn od fólie pro segment hloubky tvarovky. Trubka s výztuží, pokrytá plastem nahoře, není třeba čistit;
- Při přípravě na pájení se páječka zahřívá. Většina pájení konstrukce musí být provedena na stole. Nakonec by měly krajní pájecí body celé konstrukce zůstat u stěny. Tento způsob instalace usnadňuje práci a není nutné pájet každý spoj při dřepu;
- Konec obrobku se zasune do páječky z první strany a zároveň se ze zadní strany zasune tvarovka. Ohřev se provádí na teplotu 260 stupňů. Polotovary se vyjmou z páječky a spojí se vložením trubky do tvarovky. Zde nemůžete vyvíjet velký tlak na potrubí, protože stlačený okraj může snížit průchodnost potrubí. Po několika sekundách jsou díly připájeny. Je čas na pájení trubek různých průměrů;
- Po připájení všech částí na stole budete muset připájet celou konstrukci na její trvalé místo. Řada trubek je upevněna ve speciálních držácích. Dále na váhu je připájen do jednoho potrubí.








Připojení potrubí k bateriím
- pro každý vstup a výstup radiátoru se doporučuje nainstalovat kohoutek. Pokud se jeden radiátor porouchá, bude možné jej vypnout bez zastavení ostatních;
- při instalaci závitníků na závit se těsnění provede pomocí pásky FUM. Do kohoutku je našroubována armatura pro přechod ze závitu na plast a připájena ke společnému potrubnímu systému. Tento typ připojení však nebude skládací produkt. Chcete-li vyměnit radiátor, budete muset trubku odříznout a znovu připájet. Aby se zabránilo takové obtížnosti, je mezi kohoutkem a armaturou namontováno odnímatelné spojení – Američan;
- plně připravený topný systém by měl být profukován vzduchem z kompresoru, proud vzduchu je směrován do horní trubky – přívodu. Vzduch musí volně procházet všemi potrubími a bateriemi a vystupovat spodním vratným potrubím. Když vzduch neprochází, znamená to, že trubka je někde připájena a bude muset být odříznuta na kusy, hledat a eliminovat toto místo;
- po úspěšné zkoušce se potrubí připojí k čerpadlu a topnému kotli. Kotel musí být umístěn v nejnižším bodě celého potrubního systému a v samostatné místnosti. Spojení je provedeno stejnými tvarovkami s přechodem závitu na plast;
- do systému se načerpá voda, z baterií se odvzdušní, zkontrolují se všechny spoje.

Nyní je topný systém připraven k provozu, můžete spustit čerpadlo a zatopit kotel. Použití polypropylenových trubek dává záruku na kvalitu práce až 50 let.





