Správné nastavení síly proudu je jednou z nejdůležitějších zásad svařování. Na tom závisí kvalita a vzhled svaru. Pro výběr potřebných parametrů se musíte spolehnout na průměr elektrody a její značku, základní kov, který budete svařovat, vícevrstvé svařování, požadovanou polaritu a typ proudu.
V tomto článku se podíváme na otázku jak nastavit proud při svařování elektrodami, volba typu proudu: střídavý nebo stejnosměrný, přímá nebo obrácená polarita. Nastavení síly proudu v závislosti na značce a průměru elektrody a tloušťce svařovaného kovu. Zvážíme také některé oblíbené značky materiálů.
Obsah
- Proč je to tak důležité?
- Jaký proud je potřeba pro svařování elektrodou?
- AC a DC proud
- Přední a obrácená polarita pro obloukové svařování
- Závěr
Další užitečné věci:
Proč je to tak důležité?
Nesprávný výběr parametrů pro nastavení svařovacího proudu vám nikdy nezajistí dobrý a trvalý výsledek svařování. Pokud je tedy například svařovací proud příliš nízký, povede to k nestabilnímu hoření oblouku, vzniku nesvařovaných oblastí, svařovací proces bude neustále přerušován a v důsledku toho svářeč získá nekvalitní spojení. Pokud jsou parametry naopak příliš vysoké, povede to k přehřátí nebo vyhoření v zóně svařování a také k intenzivnímu rozstřiku.
Jaký proud je potřeba pro svařování elektrodou?
Než začnete pracovat se svařováním, rozhodněte se, jaké elektrody potřebujete, jakou značku a jaký průměr. Značka elektrody se vybírá podle principu – složení elektrod musí odpovídat typu kovu. Průměr se volí na základě velikosti mezery v kovu, která byla před svařováním, a tloušťky svařovaného kovu.
Když jste se rozhodli pro spotřební materiál, můžete si přečíst na obalu nebo na webu výrobce, jaká síla proudu je pro tuto konkrétní značku a průměr elektrod vyžadována. Pokud to není možné, můžete použít přibližné parametry na základě průměru tyče.
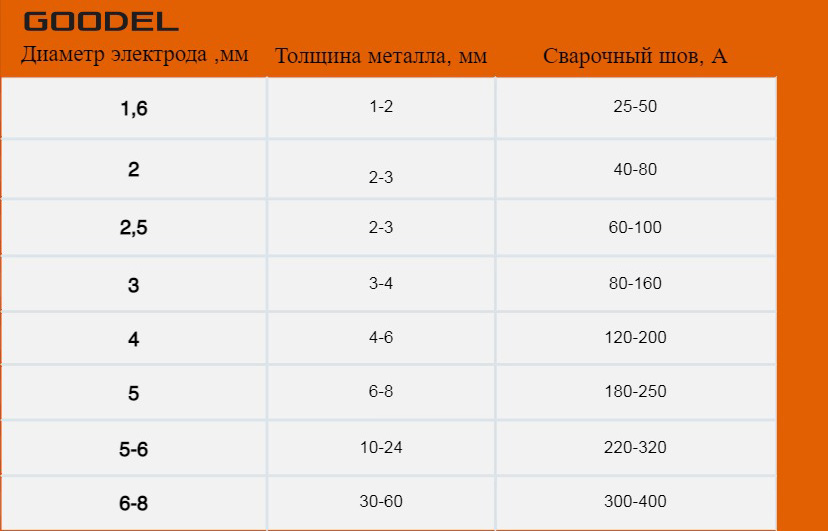
Tak například, Elektrody o průměru 2 mm fungují nejlépe při intenzitě proudu 30 až 80 ampér. Široké rozpětí hodnot závisí na kovu a zvolené prostorové poloze.
pro elektrody o průměru 3 mm, proud by měl být v rozmezí od 65 do 130 ampér. Rozpětí je poměrně velké, proto vám doporučujeme vyzkoušet tyto elektrody na průměrné hodnotě 80-90 A před zahájením práce a upravit indikátory v závislosti na výsledku.
Při práci s tyčí o průměru 4 mm, průměrná proudová síla je od 110 do 200 ampér. Jedná se o některé z nejuniverzálnějších elektrod, které lze použít na velké i malé švy, takže vědět, jak s nimi pracovat, je velmi užitečná dovednost, kterou lze zvládnout pouze zkušeností.
Chcete-li rychle zjistit požadované napětí pro jiné průměry elektrod, můžete si uložit pohodlnou a univerzální tabulku:
Pokud není vždy vhodné mít stůl po ruce, můžete si zapamatovat a vždy použít dva vzorce pro výpočet proudu potřebného pro svařování elektrodou.
Tak pro elektrody o průměru 2-3 mm se používá vzorec I = 30*d, kde:
- I – proud v ampérech (A)
- D – průměr elektrody v milimetrech (mm)
А pro elektrody o průměru 4-8 mm se používá vzorec I = (20 + 6d)*d se stejnými notacemi. A přesto i pomocí vzorce získáte pouze přibližné ukazatele a budou muset být v procesu upraveny.
Kromě toho je proud používaný při svařování ovlivněn několika dalšími faktory, které je také třeba vzít v úvahu.
AC a DC proud
Pro práci s ručním obloukovým svařováním je důležité věnovat pozornost tomu, s jakým proudem pracují elektrody, které potřebujete. Mohou se týkat střídavý proud a vhodné pro jakoukoli práci, včetně práce se stejnosměrným proudem. Nebo být určen pouze pro постоянного тока.
Je důležité pochopit, že univerzální elektrody jsou často o něco méně spolehlivé, i když se snáze používají, a jsou vhodné pouze pro nekritické konstrukce.
Elektrody pro svařování střídavým proudem (univerzální):
- Značka elektrod ANO-21 určený pro svařování běžných konstrukcí vyrobených z uhlíkových ocelí: v souladu s GOST 380. Mezi výhody třídy patří: snadné buzení, stabilní a měkké hoření oblouku, nepatrné rozstřikování, malé množství a snadné oddělení struskové krusty.
- MP-3 – elektrody s rutilovým povlakem. Mezi výhody patří snadné zapálení a opětovné zapálení svařovacího oblouku, dobrá tvorba svarů, jemně odlupované švy, snadné oddělení struskové krusty, střední a krátká délka oblouku.
- Značka elektrod GOODEL-OK46 jeden z nejoblíbenějších na trhu. Dobře fungují ve všech prostorových polohách s krátkým obloukem. Svařování se střední délkou oblouku je povoleno. Zajistěte vysoce kvalitní švy, včetně svařování ve svislé poloze. Jako zdroje energie lze použít transformátory, usměrňovače a střídače.

Elektrody pro stejnosměrné svařování:
- SSSI 13/55 – univerzální elektrody pro práci na kritických strukturách. Jejich velkou výhodou je, že: poskytují vynikající ochranu svarové lázně, mají stabilní technické vlastnosti a svarový kov je odolný vůči nízkým teplotám a střídavému zatížení.
- Elektrody OZL-6 – jedná se o elektrody se základním povlakem, určené pro svařování konstrukcí ze žáruvzdorných ocelí jakosti 10H23N18, 20H23N13, 20H23N18 atd., pracujících při teplotách do 1000 °C.
- Elektrody TsL-11 určeno pro svařování konstrukcí z korozivzdorných chromniklových ocelí těchto jakostí: 12H18N10Т, 12H18N10, 09H18N12Б a podobně, pracující v agresivním prostředí. Při použití těchto elektrod na nerezové oceli se svarový kov vyznačuje vysokou odolností proti mezikrystalové korozi.

Přední a obrácená polarita pro obloukové svařování
Polarita závisí na konkrétní možnosti připojení zařízení, téměř všechna zařízení podle tohoto kritéria jsou univerzální, protože Pro přepólování stačí přemístit svorky podle schématu.
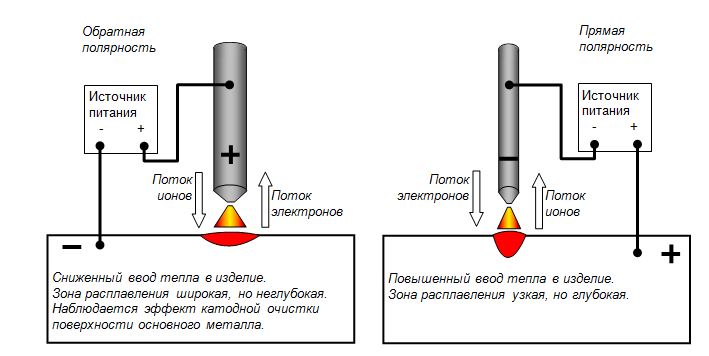
Jaké jsou rozdíly mezi dopřednou a obrácenou polaritou?
Rovná polarita je vhodnější pro případy, kdy je nutné spojit dva silné díly a švy musí být hluboké. Spojení přímá polarita vede k tvorbě katodových a anodových skvrn během provozu. Teplejší z nich (anoda) se objeví na obrobku: k němu je připojen kladný pól. Kvůli tomu se kov zahřívá (a tedy taje) do větší hloubky. To umožňuje pracovat s hliníkem, litinou a dalšími díly ze složitých slitin.
Opačná polarita se používají pro opačné případy, kdy je nutné pracovat s tenkými a nízkotavitelnými kovy, protože anodická, žhavější, skvrna se může vytvořit pouze na spotřebním materiálu, což znamená, že se k produktu dostane výrazně méně tepla, které se silněji šíří po povrch kovu a vytváří širší, ale méně hlubokou penetrační zónu.
V závislosti na cílech a materiálech svářeč zvolí jednu nebo druhou možnost polarity na invertoru. Mladí specialisté, kteří nemají prostudovanou teoretickou část, se často setkávají s problémy při práci s kovy malé nebo velké tloušťky. Proto je velmi důležité pečlivě prostudovat technickou dokumentaci dodanou s měničem. A teprve poté můžete začít s praktickou částí.
Závěr
Jaký proud je třeba nastavit při ručním obloukovém svařování závisí na několika kritériích, která zase závisí na specifikách konkrétní práce a požadovaném výsledku. Chcete-li nastavit aktuální sílu, musíte věnovat pozornost průměr elektrody a tloušťka svařovaného kovu. Abyste pochopili, na jakém typu proudu pracovat, musíte vědět značka elektrod. Nastavení polarity závisí na základním kovu, který budete svařovat.
Všechny tyto nuance jsou snadno pochopitelné, když má svářeč rozsáhlé zkušenosti. Ale pokud tam není, pak studiem pravidel použití nebo použitím předběžných testů vybraných parametrů můžete dosáhnout požadovaného výsledku. Hlavní je v tom praxe. O tom, jak vybrat elektrody pro svařování, si můžete přečíst zde.

Jak nastavit svařovací proud pro začínajícího svářeče pro svařování kovu od 1 do 5 mm
Svařovací proud je jedním z hlavních parametrů svařování elektrickým obloukem. Pokud je tento parametr vybrán nesprávně, nebude možné kov efektivně svařovat.
K mnoha chybám při svařování dochází právě kvůli nesprávně zvoleným hodnotám proudu. Elektroda se například přilepí nebo rozstříkne kov, sváření propálí obrobek atd. To vše je způsobeno nesprávnými parametry svařovacího proudu.
Pro začínajícího elektrosvářeče je obtížné rozhodnout a zvolit svařovací proud. To je způsobeno skutečností, že svařovací proud závisí na mnoha vlastnostech, včetně síťového napětí. Jak nastavit svařovací proud pro začínajícího svářeče, přečtěte si tento článek.
Jak nastavit svařovací proud pro začínajícího svářeče pro svařování kovu od 1 do 5 mm
Správné nastavení svařovacího proudu nejen zlepší kvalitu svařování, ale také výrazně usnadní práci při svařování kovu. Pro začínající svářeče je však obtížné dosáhnout správných hodnot proudu, protože nemají odpovídající zkušenosti.
Pro tyto účely můžete použít hotovou tabulku s hodnotami svařovacího proudu nebo si poslechnout níže uvedené rady.

Svařovací proud musí být zvolen s ohledem na tloušťku svařovaného kovu a průměr použitých elektrod. Pokud střídač stále odmítá svařovat, pak je problém s napětím v síti, je nízké a je třeba upravit svařovací proud.
Při výběru optimálního proudu pro svařování se doporučuje zaměřit se na následující ukazatele:
- 2mm elektrodou lze svařovat kov o tloušťce 1 až 2 mm. Svařovací proud by měl být od 20 do 50 ampér;
- Elektroda 2,5 mm svařuje kov o tloušťce 2-3 mm. Hodnoty proudu na měniči jsou nastaveny v rozsahu od 40 do 80 ampér;
- Doporučuje se svařovat kov o tloušťce 3-3 mm pomocí 5 mm elektrody. Aktuální hodnota by měla být asi 100-120 ampér.

Je důležité vědět, že tenký kov do tloušťky 3 mm musí být svařován s obrácenou polaritou, když je držák elektrody připojen ke kladnému pólu střídače a zemnicí svorka k zápornému pólu. V tomto případě je svar mělký a široký a eliminuje se popáleniny kovů.
Praktický průvodce výběrem svařovacího proudu
Podívejme se na konkrétní příklad, jak vybrat správné hodnoty proudu pro svařování pro začínající svářeče. Nejprve tedy nastavíme doporučenou hodnotu svařovacího proudu z výše uvedené tabulky. V tomto případě bereme v úvahu tloušťku svařovaného kovu a průměr použitých elektrod.

Zapálíme svařovací oblouk a pokusíme se vařit, přičemž kontrolujeme tloušťku švu. Pokud se ukáže, že tloušťka svaru je mnohem větší než tloušťka elektrody, snížíme proud na měniči, protože je ho příliš mnoho. Zkusme vařit dál.

V ideálním případě by při správně zvoleném svařovacím proudu měla být šířka švu větší, ale ne více než dvakrát. Měli byste však vědět, že zde hodně závisí na poloze svařování. Nejaktuálnější je potřeba pro svařování rohových spojů.





